





自贡彩灯(自贡花灯)尽管是最具人气的民俗文化工艺品,但长期以来都是通过民间彩灯制作工艺师傅手把手,口口相传,最终成就了一方最具特色的优势产业。直到2020年7月,经过几个月的漫长研讨和筹备,在自贡市文广新局的领导下,一系列关于自贡彩灯的地方标准终于被纳入了四川省地方标准制修订项目立项计划。本系列标准的颁布,对自贡彩灯代表自贡文化走出去,引领市场规范生产,促进彩灯行业规范发展,提升彩灯产品和服务质量,助推自贡国家文化出口基地、国家级出口彩灯文化产品质量安全示范区建设都具有十分重大的作用。
以下就是自贡彩灯(自贡花灯)制作工艺通用规范的具体内容:
1 范围
本标准规定了自贡彩灯制作工艺的术语与定义、工艺、检测方法及检测规则。本标准适用于指导各类型自贡彩灯产品的制作。
2 规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 50017 钢结构设计标准
GB 50205 钢结构工程施工质量验收规范
GB 50661 钢结构焊接规范
JGJ 46-2005 施工现场临时用电安全技术规范
3 术语和定义
下列术语和定义适用于本文件。
3.1
彩灯 coloured lantern by lamp
彩灯为花灯、灯彩传统工艺美术品的现代释义,其材质、工艺已从传统的竹制、蔑扎、纸糊演变为以多种材料、各种艺术手段和以手工艺为主制作的发光艺术品。
3.2
灯组 lamp group
聚合若干彩灯元素、灯品构成,需现场搭建安装而成的组合式、复合型彩灯。
3.3
施工图 construction drawing
以彩灯平面效果图为依据,表示彩灯(灯组)总体布局、外部形状、内部装置、结构构造、材料运用以及施工要求的图样。
3.4
打样 draw a design
绘制施工图(包括平面图、立面图、剖面图、节点大样图、单元结构图),编制制作说明书。
3.5
放样 enlargement a design by handwork or computer-assisted
根据彩灯平面效果图,采用地面手工绘制、电脑辅助绘制或光影成像的方式,等比放大彩灯实际制作尺寸。
3.6捡样 clipping the iron wire by enlargement a design
采用铁丝、盘圆等钢材,按照大样图形的线条、尺寸,弯曲、剪裁为焊接造型零件。
3.7
碰焊 butt-joint
采用电焊机连接检样所获焊接造型零件的特殊工艺,是采用现代焊接工艺替代传统制作手工捆扎工艺的方法。俗称丝扎造型,亦称为熔接。
3.8
平面造型 plane modeling
通过丝扎造型所形成的二维平面或半浮雕铁丝骨架。
3.9
钢结构造型 shape of steel structure
采用钢材对彩灯主骨架进行的结构造型。
3.10
三维立体造型 three-dimensional modeling
采用点焊工艺,在二维平面结构中增加一个方向向量构成,形成三维立体形态。
3.11
机械传动装配 mechanical transmission assembly
机械传动装备与电器配件有机结合,让彩灯整体或局部“动”起来。
3.12
内透光 Internal light transmission
彩灯的光源内置,光源柔和的由里向外透出,达到见光不见灯的效果。
3.13
套色 chromatically
根据平面效果图的色彩提示和现场环境,在造型骨架表面,分区域为裱糊工艺拴上提示色彩的各色布料。
3.14
刷胶 brush glue
沿彩灯骨架均匀涂抹粘结剂
3.15
分色裱糊 pasting colours silk by design
按照套色样选彩色绸布,分色块对彩灯分色线骨架进行外部装裱。
3.16
灯带 lamp belt
采用单个点光源或LED发光二极管等组合形成串联线路的灯带。
3.17
彩绘 painting
采用国画、水粉、油画等技法为彩灯作美术处理。
3.18
喷涂 spray coating
使用喷枪为彩灯作各种色彩处理的方法。
3.19
漏电保护 leakage protection
防止人身触电事故或因漏电引起电气火灾和电气设备损坏事故的技术措施。
3.20
捆扎 strapping
彩灯制作连接特殊材料(瓷器、玻璃瓶)的特殊技艺。
3.21
粘结 bond
彩灯制作中连接特殊材料(蚕茧)的特殊技艺。
3.22
烘烤 bake
彩灯制作中烤制变形特殊材料(光碟)的特殊技艺。
3.23
组装 assembly
各种彩灯元件构成组合式、复合型彩灯灯组的过程。
3.24
还原度 reduction degree
制作完成的彩灯与设计图纸的相似程度。
4 工艺
4.1 分类
4.1.1 自贡彩灯制作工艺分类:现代制灯工艺和传统特殊材料制灯工艺。
4.1.2 彩灯制作工序分类:美术工序、钳工工序、机电配置工序、装饰工序,安装调试工序,工艺是各工序中的表现形式。
4.2 工具和材料
4.2.1 工具
自贡彩灯制作工具主要包括:
a) 美术工具:电脑、粉笔、墨汁、毛笔、颜料盘、喷枪、空气压缩机、自制辅助工具等;
b) 钳工工具:拉线机、切割机、电焊机、碰焊机、断线钳、平嘴钳、钢丝钳、防护面罩、自制辅助工具等;
c) 机电配置工具:电工仪表、开线钳、剥线钳、钢丝钳、尖嘴钳、验电笔、电工刀、自制辅助工具等;
d) 装饰工具:医用不锈钢弯剪、毛笔、塑料口杯、自制辅助工具等;
e) 安装调试工具:螺丝刀、改锥、扳手、手电钻、自制辅助工具等。
4.2.2 材料
自贡彩灯制作材料主要包括:
a) 美术材料:丙烯颜料、各种绘画材料、喷绘等;
b) 钳工材料:各种型号的线材、圆钢、角钢、扁钢、矩管、铁丝、焊条等;
c) 机电配置材料:国标电线、灯泡、LED 灯带、点光源、开关、配电箱、漏电保护装置、扎带、绝缘胶布等;
d) 装饰材料:各色八美缎、旗帜布、色丁布、喷绘布、粘结剂等。特殊装饰材料如瓷器、玻璃瓶、蚕茧、光碟、吹塑纸等。
4.3 工艺流程
自贡彩灯制作工艺流程,见表1。
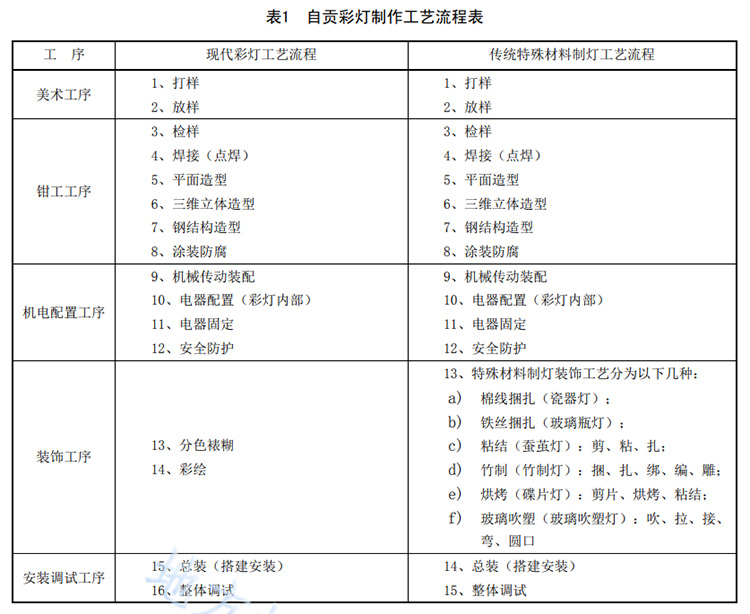
4.4 现代彩灯制灯工艺及要求
4.4.1 打样
4.4.1.1 绘制施工图,包括平面图,立面图,剖面图,并对结构复杂的节点绘制节点大样图,对多元构成的彩灯绘制单元结构图。
4.4.1.2 彩灯制作说明书,提出彩灯制作创意构思、工艺和材料要求。
4.4.1.3 图纸齐全、布局规范、结构清晰、表达准确、要求具体,可作为工程施工、编制施工图预算和施工组织的依据。
4.4.2 放样
4.4.2.1 按照彩灯、节点或单元的尺寸比例在地面采用九宫格同比放大施工图中的图形。
4.4.2.2 采用电脑软件辅助绘制九宫格彩灯图形,并标注准确的尺寸,材料和工艺,采用喷绘的形式同比放大样图。
4.4.2.3 无论是手工绘制还是电脑辅助绘制放样图形,均要求放样准确,结构合理,便于施工。
4.4.3 捡样
4.4.3.1 采用金属拉丝机等设备,将盘卷成圈的铁丝、盘圆等金属材料拉直。拉直后的铁丝、盘圆不得有局部弯曲、死弯、小波浪形和明显的表面伤痕。
4.4.3.2 用拉直后的铁丝或盘圆按照大样图线条弯曲成形,分段剪裁,分类存放。
4.4.4 焊接(点焊)
4.4.4.1 现代彩灯的焊接为手工电弧焊,其操作需符合钢结构手工电弧焊焊接工艺标准。
4.4.4.2 点焊连接的是铁丝,不得形成虚焊、假焊,焊点承受的拉力不得小于铁丝所应承受拉力的 50%。
4.4.5 平面造型
将分段剪裁的铁丝等材料按照大样图形要求,采用点焊逐一连接而成二维平面图形或半浮雕丝架图形。
4.4.6 三维立体造型
4.4.6.1 按照结构图焊接三维立体造型主骨架。
4.4.6.2 简单的三维立体造型可采用二维平面结构在美术师指导下组合而成。
4.4.6.3 人物、动物及其他复杂的三维形象,按照结构图逐点焊接,在美术师指导下,不断调整铁丝的方向向量和弯曲弧度,高度还原设计形象。
4.4.7 钢结构造型
4.4.7.1 钢材、钢件的品种、规格、性能等应符合现行国家产品标准和设计要求。
4.4.7.2 钢结构造型所使用的焊接材料应符合 GB 50661 的规定。
4.4.7.3 焊工必须经考试合格并取得合格证书。持证焊工必须在其考试合格项目及其认可范围内施焊。
4.4.7.4 大型或特大型彩灯的钢结构,按照 GB 50017 实施。
4.4.8 涂装防腐
钢结构造型完成后,需进行涂装防腐。防腐涂料、稀释剂和固化剂等材料的品种、规格、性能等应符合GB 50205的规定。
4.4.9 机械传动装配
4.4.9.1 彩灯的机械传动需根据设计要求选用安全电压电源。
4.4.9.2 所用设备和器材均应符合国家现行技术标准的规定。
4.4.9.3 根据设计要求选用型号适宜的电机。
4.4.9.4 根据选用电机和彩灯结构设计机械加工件并进行机械加工。
4.4.9.5 机电配合,规范运用接触器、控制器、继电器、行程开关等,满足彩灯动作要求。
4.4.10 电器配置(彩灯内部)
4.4.10.1 彩灯用电应按照 JGJ46 执行。
4.4.10.2 彩灯的内透光要求光源内置,布局合理,光晕均匀,无明显光斑。
4.4.10.3 电器材料的规格、型号符合设计要求。
4.4.10.4 为便于内置光源,制作串联线路灯带。
4.4.10.5 在 10m 以上距离固定电源线两端,根据内置灯光要求,在电源线上间距 20~30cm 使用开线钳破口。
4.4.10.6 在电源线破口处使用 2~4cm 电源线垂直连接灯头、灯泡。
4.4.10.7 破口处和连接处按规范做好绝缘处理。
4.4.11 电器固定
4.4.11.1 固定电器材料于彩灯内部。
4.4.11.2 根据彩灯骨架结构,或直线或弯曲,上下间距 40~50cm,采用扎带固定点光源灯带于彩灯骨架。
4.4.11.3 LED 灯带适用于彩灯轮廓、平面结构造型、三维立体造型结构空间狭窄的区域,在平铺、拉直的前提下,采用扎带固定 LED 灯带于彩灯骨架。
4.4.12 安全防护
4.4.12.1 为防止人身触电事故或因漏电引起电气火灾和电气设备损坏的事故,彩灯需采用漏电及过流保护。
4.4.12.2 需配置配电箱的彩灯产品必须安装带有漏电保护的总开关。
4.4.12.3 漏电保护开关安装时严格按照漏电保护器产品标识进行电源侧和负荷侧接线。
4.4.12.4 安装带有短路保护的漏电保护器,应确保有足够的灭弧距离。
4.4.13 分色裱糊
4.4.13.1 根据平面效果图色彩提示,在已完成的彩灯丝架各部位拴上相应颜色的布料。
4.4.13.2 彩灯裱糊要求表面整洁、无皱褶、无虚边、无污渍斑点。
4.4.13.3 采用无苯且可同种或异种材料之间粘接的万能胶,沿铁丝骨架或钢骨架均匀涂抹刷胶。
4.4.13.4 根据美术师套色提示,选用大小适宜的布料和色彩,在刷胶后的铁丝骨架或钢骨架上装饰裱糊。
4.4.13.5 表面装饰布料与刷胶后的骨架需先粘结一条边,然后拉直逐一粘结其它三边。
4.4.13.6 裱糊过程中,不可让粘结面中间的布料接触胶面形成污渍斑点。
4.4.13.7 拉直粘结时,用手指按紧粘结点逐渐前移,使布料与铁丝或钢材紧密粘结。
4.4.13.8 在装裱异形结构丝架时,拉直粘结需小心操作,不能出现皱褶。
4.4.13.9 布料装裱完成后,需用医用弯剪沿粘结线修剪多余的布料,保持彩灯表面的整洁。
4.4.13.10 由于彩灯结构和装饰色彩的多元化,表面装饰连接处会出现重叠、毛边现象。需采用各色装饰线条做接缝贴边的再次装饰,避免出现虚边,影响彩灯美观。
4.4.14 彩绘
4.4.14.1 彩灯的彩绘基底是布料,主要采用丙烯颜料,分为手工彩绘和喷涂两种方式。
4.4.14.2 根据平面效果图提示,手工绘制彩灯特定部位的各类精细图案。
4.4.14.3 喷涂工艺适用于彩灯的大面积色彩处理和过渡色处理。
4.4.14.4 调制丙烯颜料至适宜于喷涂的浓度,采用空气压缩机使丙烯颜料雾化,手持喷枪,按照平面效果图提示,涂覆于彩灯表面。
4.4.14.5 彩绘要求表现手法细腻,色彩均匀,形象生动,简洁准确,过渡自然。
4.4.15 总装(搭建安装)
4.4.15.1 根据平面效果图、施工结构图和现场环境将制作完成的彩灯半成品逐一定点搭建安装。一般情况下,按照先难后易、先大后小、由低到高或由高到低的原则搭建安装。
4.4.15.2 定点搭建安装到位后,美术师为达到更好的视觉效果,可根据现场情况指导调整。
4.4.15.3 采用焊接、捆扎、粘结等工艺固定彩灯组合元件。
4.4.15.4 采用风绳、沙袋、钢结构支撑等方式稳固灯组。保证灯组在遭遇 6 级风力和 4 级地震时不会发生坍塌。
4.4.15.5 各工种检查总装到位的彩灯元件,及时修复处理组合安装过程中出现的瑕疵与损坏。
4.4.15.6 连接各彩灯元件电源到分相开关和配电箱。
4.4.15.7 亮灯检查,整体调试。
4.4.16 整体调试
4.4.16.1 灯组组装完成后需通电对灯光进行调整测试。
4.4.16.2 检测电源线路是否短路,灯泡、灯带是否存在破损,内置光源是否存有盲点。
4.4.16.3 对使用三相四线 380V 电源的中大型彩灯应进行内部三相电流调平。
4.4.16.4 对灯会展出的所有灯组、灯品和环境灯饰进行总体三相调平。
4.5 传统特殊材料制灯工艺及要求
4.5.1 总则
特殊材料制灯是以钢架结构或丝扎立体为基础进行造型,内置电源灯光方面与普通彩灯相同,由于表面装饰材料和工艺的不同,而具有独特的魅力。主要分为瓷器灯棉线捆扎工艺、玻璃瓶灯铁丝捆扎工艺、蚕茧灯粘结工艺、竹制彩灯工艺、碟片灯烘烤粘结工艺、玻璃吹塑制灯工艺等。
4.5.2 瓷器灯棉线捆扎制灯(瓷器灯)
4.5.2.1 瓷器灯捆扎采用 S606 塔轴型棉线。
4.5.2.2 采用十字捆扎等技法捆扎连接相同的瓷器(杯、盘、碗、碟、勺、瓶等)。
4.5.2.3 将酒杯、碗口对口,用十字捆扎法形成双数组合。
4.5.2.4 根据钢骨架形状,选用捆扎好的不同瓷器,用棉线捆扎固定于钢骨架。
4.5.2.5 对调羹类不便于捆扎固定的小件,可在捆扎基础上,采用玻璃胶强化固定。
4.5.3 玻璃瓶铁丝捆扎制灯(玻璃瓶灯)
4.5.3.1 采用废旧青霉素药瓶,需经 1 小时沸水消毒、脱蜡处理。
4.5.3.2 采购无色透明药用玻璃小口瓶直接使用。
4.5.3.3 根据彩灯色彩需要,在 100kg 清水中放入 1g 可溶于水的染料配置不同颜色的防冻裂彩色透明液体,分别灌注在小口瓶内,并以橡胶盖密封。
4.5.3.4 选用 20 号镀锌铁丝或直径 1.5~2mm 的漆包铜线在小口瓶瓶颈处缠绕捆扎成串。
4.5.3.5 选用 304 铁丝网铺在钢骨架上,并以铁丝固定。
4.5.3.6 把成串的玻璃小口瓶用铁丝或漆包铜线固定到已安装内置光源、铺好铁丝网的钢骨架上。
4.5.4 蚕茧粘结制灯(蚕茧灯)
4.5.4.1 以蚕茧为表面装饰材料,通过剪、粘、扎等工艺而成灯。
4.5.4.2 剪,选用大小均匀的蚕茧,从中间 45°角斜剪,一分为二,取出蚕蛹。
4.5.4.3 粘,在可透光的玻纤板薄片上均匀涂抹粘结剂,将斜剪开的蚕茧依次粘结在玻纤板薄片上。亦可在彩灯骨架上裱糊彩色布料,均匀涂抹粘结剂,直接粘结蚕茧。
4.5.4.4 扎,在粘结好蚕茧的玻纤板薄片边缘打孔,用铁丝捆扎固定在彩灯钢骨架表面。
4.5.5 竹材料制灯(传统彩灯)
4.5.5.1 竹制彩灯由捆、扎、绑、编、雕五道工艺流程组成。
4.5.5.2 用篾刀将毛竹剖开、劈断成竹节、竹片、竹棍。
4.5.5.3 将竹片在水中浸泡后用篾刀剖成竹蔑以便编织。
4.5.5.4 捆,常用“人字捆”、“十字捆”、“平行捆”三种方法,用竹蔑编织固定大竹的竹锁,锁定大竹受力点,形成骨架。
4.5.5.5 扎,是竹制品造型的重要组成部分。在“捆”的外围,采用“单层扎”、“双层扎”、“多层扎”等手法将竹片、竹节、竹棍、竹编等基础材料按照设计要求造型。
4.5.5.6 绑,用铁钩烧红打通竹节,装上细沙,用火烘烤,使之在弯曲造型时可以用竹蔑绑住,浸泡于冷水固定。循环往复,直至达到设计造型要求。
4.5.5.7 编,是在完成捆、扎、绑三道工序后的表面处理技术,是竹制彩灯工艺最重要的环节。采用薄如蝉翼的竹丝、竹蔑,按照设计要求编制完成表现彩灯细节所需局部元件。
4.5.5.8 雕,是在大圆竹上雕刻镂空的手段,以便在大竹筒中装置彩灯,形成镂空内透的艺术效果。雕与刻同时存在。其技法分为浮雕,半浮雕、镂空雕三种,独立存在于竹制彩灯工艺之中,常用于大型竹制彩灯的制作。
4.5.5.9 竹制彩灯的五道工艺技术相互配合运用,达到“瘦、透、漏、灵、巧”的立体艺术效果。
4.5.6 碟片灯烘烤粘结制灯(碟片灯)
4.5.6.1 碟片灯制作工艺由剪片、烘烤、粘结三道工序组成。
4.5.6.2 剪片,根据彩灯设计要求,将 DVD 碟片一分为四或一分为八剪成单片。
4.5.6.3 烘烤,用酒精灯或小电炉烘烤每一张单碟片,使之形成彩灯表面装饰需要的凹面,以利灯光的折射和反射。
4.5.6.4 粘结,在造型骨架表面裱糊白色布料,在烘烤好的单碟片底部选三个点成三角形,粘结长 1cm×宽 1cm×厚 0.5cm 的软泡沫,再在软泡沫上沾胶,逐片粘结于骨架布料,覆盖于彩灯表面。
4.5.7 玻璃吹塑制灯(玻璃吹塑灯)
4.5.7.1 玻璃吹塑制灯为火焰灯无模吹塑工艺。
4.5.7.2 火焰灯无模吹塑工艺以“吹、拉、接、弯、圆口”等玻璃吹制术为基本技艺。
4.5.7.3 火焰灯吹塑以氧气、天然气为混合燃料,温度达到 1000℃以上,使用时需符合安全标准。
4.5.7.4 玻璃吹塑制灯以各种型号的普通玻璃管为原料,在混合燃料火焰上加热变软,用一端为吹嘴,长约 1m 的空心铁管连接玻璃管,在即将玻璃管液化时吹塑成彩灯所需各种造型形态或中空状态。
4.5.7.5 在中空状态玻璃吹塑制品中置入 LED 灯带或点光源。
4.5.7.6 玻璃吹塑灯组合时采用木质底座,玻璃面板。
4.5.7.7 按照设计图,采用玻璃胶将各种形态的玻璃吹塑制品粘结固定于玻璃面板。
4.5.7.8 根据需要在玻璃面板上钻孔,将中空状态玻璃吹塑制品中置入的 LED 灯带电源引入底座。
4.5.7.9 底座内置 LED 彩色灯泡,按照用电规范将 LED 灯带电源和点光源并入控制开关。
5 检测方法
5.1 外观检测
5.1.1 目测表面装饰的平整度和光洁度,不能出现明显皱褶和污渍。
5.1.2 目测焊接造型、色彩和整体形象与设计图纸的还原度达到 90%。
5.1.3 目测内透光无明显光斑。
5.1.4 鼻嗅无明显刺激性异味。
5.2 性能检测
5.2.1 按照平面效果图检测内置灯光均匀度,不能出现明显光斑。
5.2.2 按照施工图检测机电配合协调性,彩灯的机械传动不能在规定时间内出现卡、停现象。
5.2.3 现场组装完成后,需整体通电,重点检测电源线路、三相调平、漏电保护,确保灯组正常亮灯。
6 检测规则
6.1 过程检测
质检员对已完成的彩灯半成品、单品按照效果图和施工图标注的规格尺寸和色彩检测并记录。
6.2 出厂检测
单品数量全检,批量采用抽检并记录。
6.3 交付检测
总装完成后,亮灯进行性能和外观检测,交付和检测双方在检测验收报告上签字,完成交付。








